
배터리 생산
주요 혜택
-
The TeraCota 센서는 코팅 두께, 밀도 및 하중을 고유하게 측정합니다.
-
전극 코팅(음극 및 양극)의 제조 공정을 최적화하세요.
-
이 모든 것을 실시간으로 비접촉식으로 측정할 수 있습니다.
-
용량을 개선하고 최적화하세요.
-
낭비 및 폐기되는 셀을 제거하세요.
-
제조 비용을 절감하고 관리하세요.
-
전극 코팅의 균일성을 보장합니다.
배터리 제조 산업은 가장 빠르게 성장하는 생산 산업 중 하나로, 2030년에는 연간 글로벌 리튬 이온 배터리 용량 수요가 1,000GWh 이상의 셀 에너지로 증가하여 1,500억 달러 이상의 투자가 이루어질 것으로 예상됩니다.
사양을 벗어난 셀의 폐기로 인한 리튬 이온 배터리 제조 손실은 30%에 달할 수 있으며, 새로운 제조 가동이 증가하면 그 수치는 더욱 높아질 수 있습니다.
이러한 낭비는 전체 배터리 비용에 영향을 미치며, 기가 팩토리에서 생산이 확대됨에 따라 매우 중요해집니다.
테라헤르츠 기술은 비접촉식이기 때문에 일반적으로 초음파 기술에 사용되는 물과 같은 결합 유체가 필요하지 않아 환경 친화적이며 동일한 셀에서 색상 마감과 같은 추가 측정을 평가할 수 있습니다.
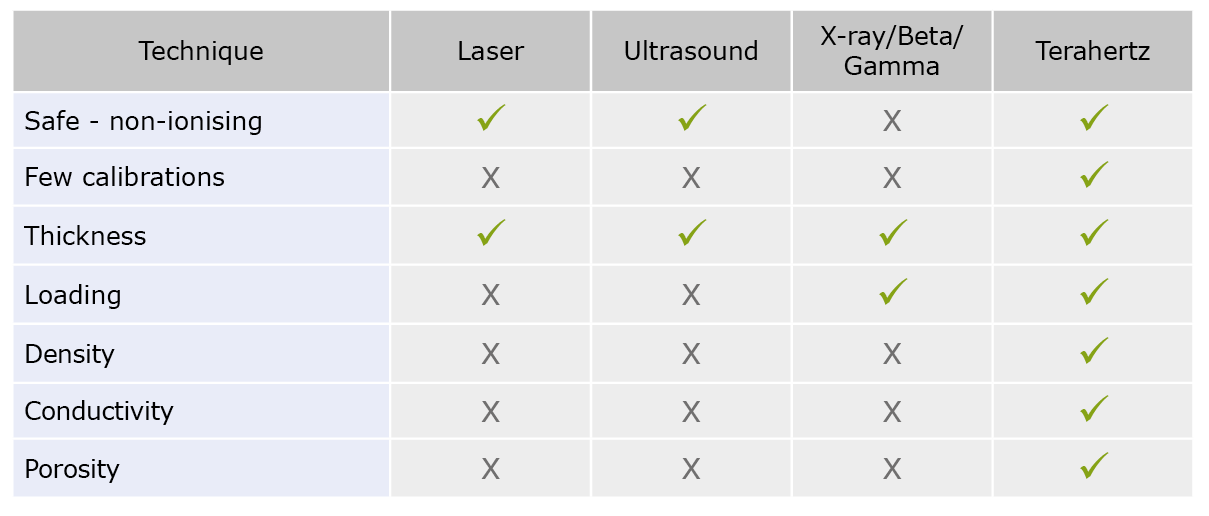
전극 코팅 생산에서 코팅 두께, 밀도, 하중 및 전도도를 신속하게 모니터링하고 공정 제어를 위한 실시간 피드백을 제공하는 기능은 낭비 비용을 없애고 생산 중단 없이 시장에 공급하는 데 중요한 기여를 합니다.
전극 측정 기술은 각 파라미터를 모니터링하기 위한 여러 기술이 확립되어 있는 분야입니다. 이전에는 하나의 디바이스로 모든 주요 파라미터를 실시간으로 측정할 수 없었습니다.
샘플링 및 테스트와 같은 오프라인 기술도 사용됩니다. 그러나 대규모 생산의 경우 오프라인 시행착오 방식은 많은 추가 낭비와 장비 다운타임으로 이어질 수 있습니다.
인라인 측정은 위에서 언급한 실시간 프로세스 제어의 기회와 함께 비용 절감 및 공급 보험의 이점도 제공합니다.
테라헤르츠 기술TeraCota을 구현한 TeraView생산 현장에서 모든 주요 파라미터를 실시간으로 측정하는 단일 비접촉식 센서입니다.
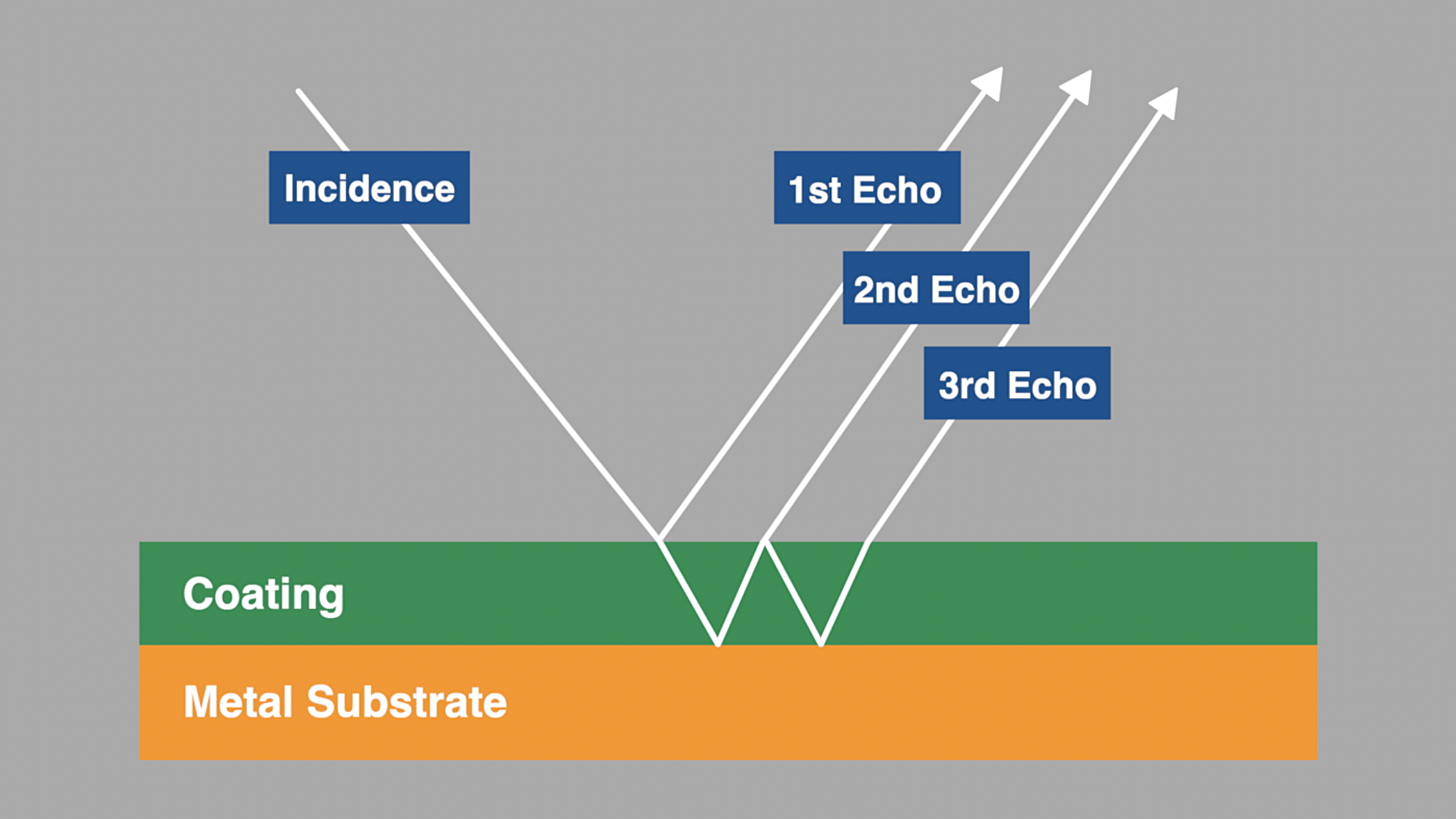
테라헤르츠 기술은 매우 정확한 비행 시간 측정을 사용하여 서로 다른 코팅 인터페이스에서 테라헤르츠 펄스의 다중 반사를 기반으로 전극 두께를 결정합니다.
또한 이 솔루션은 양극과 음극에 똑같이 잘 작동하며 건식 또는 습식 전극에 모두 적용할 수 있습니다.
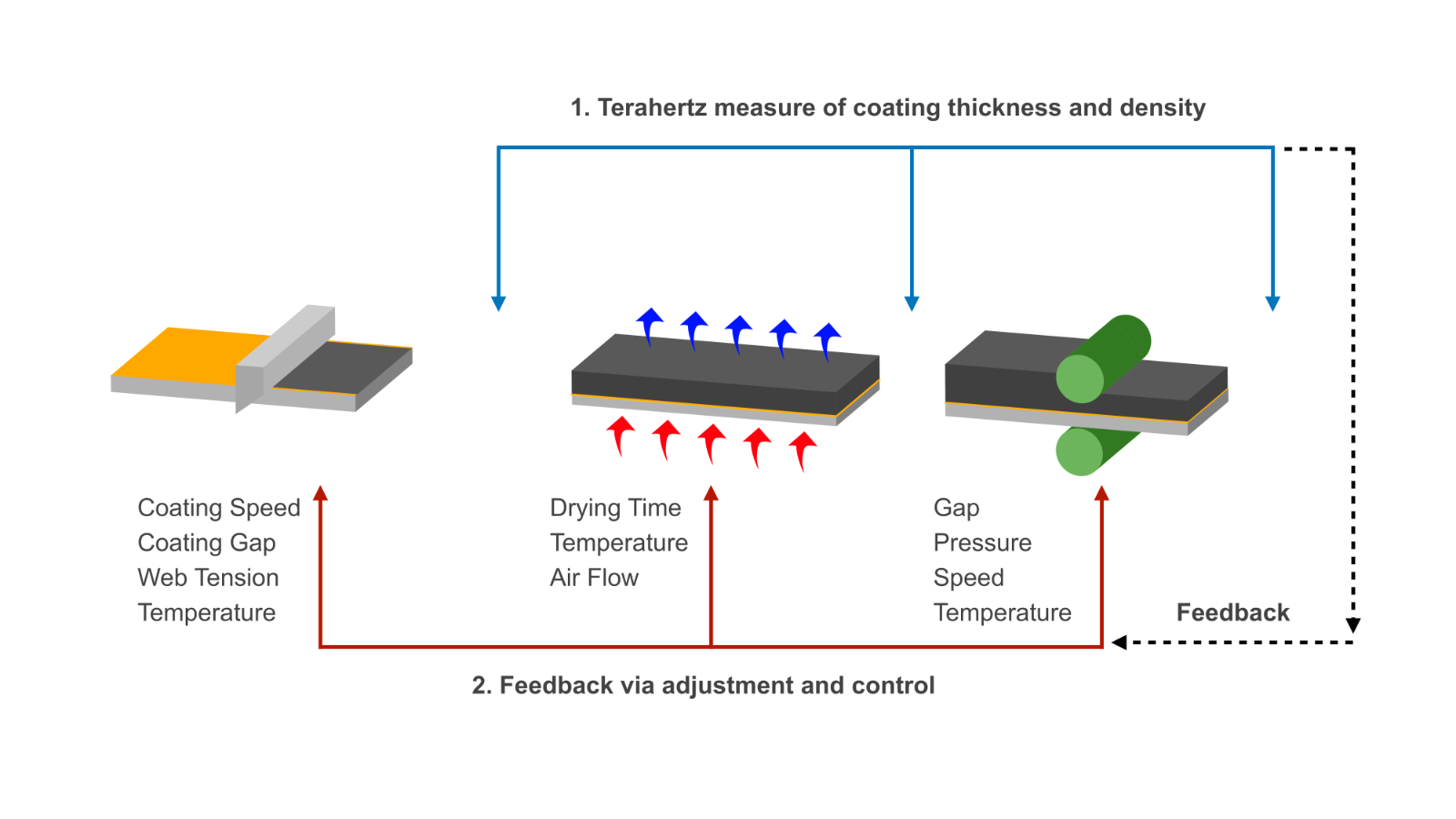
생산 공정에는 테라헤르츠 센서가 공정 제어에 인터페이스하여 폐기물을 줄일 수 있는 여러 단계가 있습니다(아래 그림 6 참조).
최적의 인라인 구성은 코팅 매개변수를 측정하고 이를 피드백하여 코팅 속도, 간격, 건조 등을 제어합니다.
이 솔루션은 캘린더형 및 비캘린더형 전극 모두에서 작동합니다.
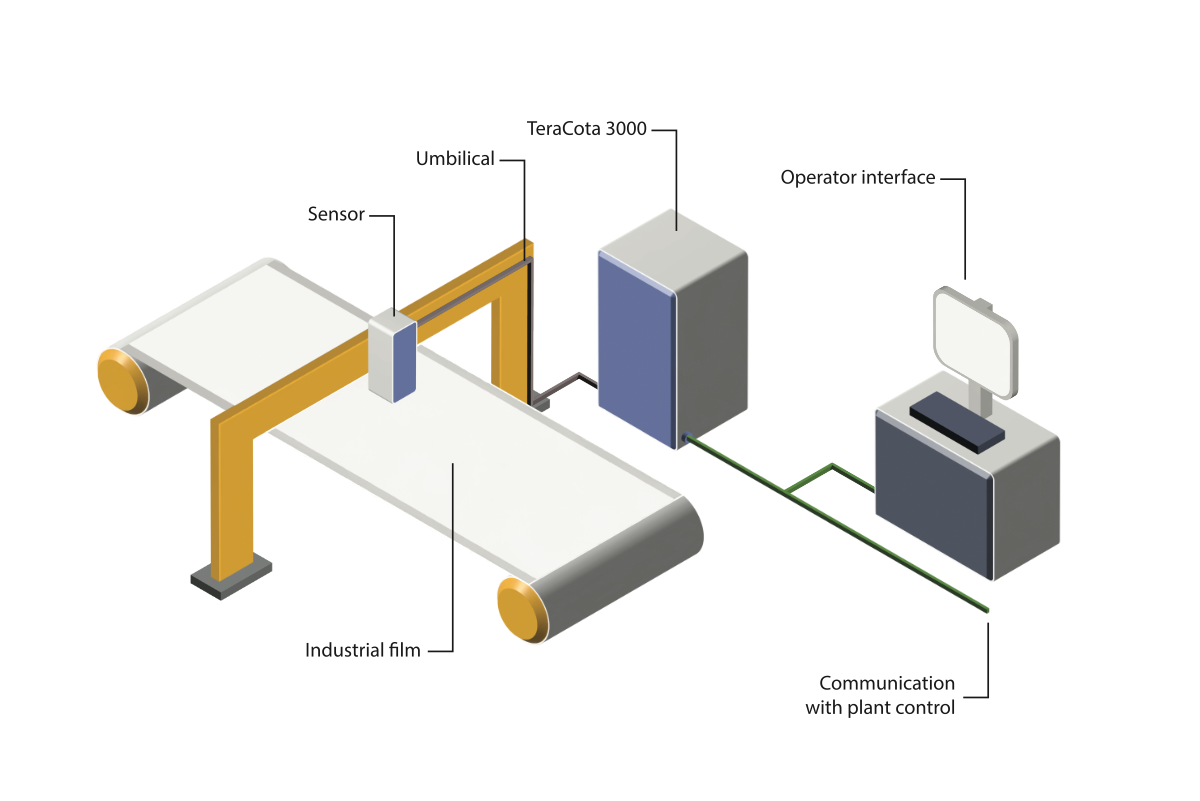
일반적인 시스템에는 생산 중에 전극을 가로지르는 갠트리에 센서 헤드가 장착되어 있습니다. 갠트리의 통과 속도는 제조 요구 사항을 최적화하도록 프로그래밍할 수 있습니다. 헤드는 갠트리 메커니즘의 에너지 체인에 내장된 유연한 광 케이블을 통해 제어 캐비닛에 연결됩니다. 시스템 PC는 측정된 파형을 주요 파라미터로 변환하고 작업자가 사용할 수 있도록 이를 표시합니다.
- 양극 및 음극 모두에 적합
- 건식 및 습식 전극 측정
- 여러 전극 유형 테스트 : LFP, NMC, LTO, LMO
- +/- 1µm 정확도
- 최대 2m의 웹 너비 가능
- 양면 또는 단면 전극